二、
机床主要结构及部件简介
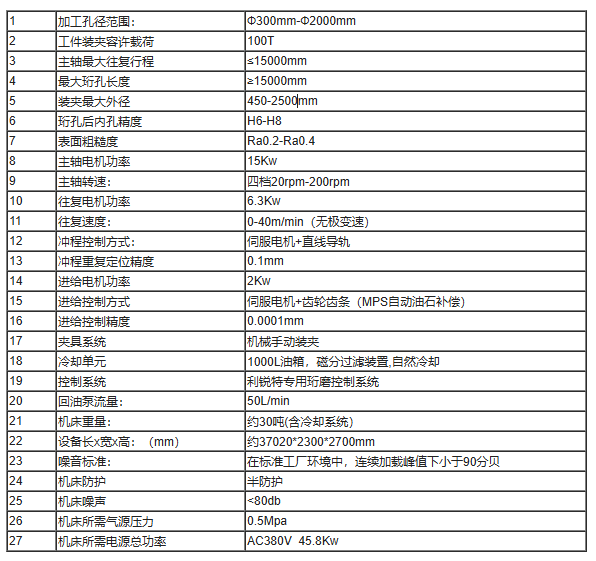
CNH系列珩磨机主要用于油缸等管件等精密内孔的珩磨加工,加工后可获得高质量的几何精度)。
CNH系列珩磨机数控卧式珩磨机主要由床身、主轴系统、伺服往复部、伺服进给部、电气系统、冷却过滤装置、润滑系统、防护罩、夹具、珩磨工具等组成:

1. 床身
本机主轴床身床身采用钢件型材焊接而成,多次回火去应力,保证去除焊接应力,工件床身采用铸造床身,加工上采用大型龙门加工机,一次装夹加工完成,机床具有高强度,几何定位精度极佳。并能保证机床长期的稳定性和高精度。
2. 主轴系统
主轴箱是本机床关键部件,所有齿轮为精度6级,轴承全部为进口高精度轴承,保证了传动的高转速、高传动比、低噪声性能,同时,所有部件通过有限元受力分析,进行了最佳优化设计,并进行了计算机动态模拟,具有高可靠性。主轴箱是为深孔珩磨机专用而开发的主轴箱,通过主轴箱可实现恒功率珩磨加工范围内管件。主轴箱拖板滑动装置,可以使主轴箱及珩磨工具在一个珩磨循环结束后,很容易地从被加工孔内移出,方便地进行孔的检查和测量,方便更换油石和工件,使珩磨头位于安全状态,避免划伤工件。同时,对于同一工件,可保证冲程起始点、终止点参数不变,对下一工作循环,不需重新设置参数,提高工作效率。
3. 往复系统
往复系统由往复电机、减速箱、主被动链轮箱、滚子链组成。往复功率6.3KW,往复速度0-30米/分,速度可调。该系统重复定位精度0.1mm。链条张紧度出厂前已调好,工作一段时间后,需定期检查,通过主轴床身尾部的M30螺母调节
4. 进给系统
由伺服电机、谐波减速机、一齿差行星加速、联轴器等组成。MPS自动油石补偿系统,进给分辨率0.0001mm,保证加工尺寸稳定性。
5. 电器系统
控制系统为利锐特自研珩磨控制系统,15′彩色触摸屏人机交互操作界面。所有电器元件均为知名品牌产品,防护等级在IP65级以上,性能可靠,且输入输出各预留接口,触摸屏控制操作界面,中文文本显示,用于加工参数的输入、加工监控和手动控制功能;动态显示珩磨过程状态,在触摸屏上可以对珩磨头转速、往复冲程速度、往复冲程位置、进给量、进给速度等加工参数进行设置,并可以对珩磨机的各个运动进行手动操作、加工监控和故障的报警显示。故障报警显示在触摸屏故障报警界面,能通过故障指示和文本显示迅速判断故障点。系统具有手动自动切换功能。系统拥有自动修复几何精度功能以以保证珩磨工件尺寸一致性,采曲线显示系统可实时监测内孔的尺寸情况。
6. 冷却过滤装置
该装置包括润滑系统,磁性过滤系统等。磁性分离器二级过滤,过滤能力大于50L/min,油箱容量1000L,温度可调,带独立集屑箱,可方便清除过滤出的废屑。
7. 夹具
设计专用夹具,夹具范围可调,上下件方式为手动上下件。夹具定位可靠,,调整方便,上下件方便快捷,
8. 工件旋转系统
本机采用工件旋转系统,通过伺服电机及减速机实现机器运行时工件反向旋转,用于抵消卧式珩磨机因为重力导致下垂的精度影响。
9.
专用珩磨工具
采用一齿差齿轮齿条旋转进给珩磨头,质量稳定可靠,加工效率高,进给精度可控,操作简单方便,配合MPS自动油石补偿系统可实现高效率高精度珩磨。

五.机床主要结构及功能特点
1、机床总体结构:卧式、1主轴、1工位。
2、进给系统:MPS自动进给系统(最小进给量:0.0001mm),采用伺服电机+谐波减速机,进给旋转驱动。
3、冷却系统:“磁性分离器冷却系统过滤方式,过滤能力大于50L/min,冷却箱容量1000L。配备所有必备的油泵和管路。
4、设备有珩磨头内喷淋系统。
5、电器柜符合CE标准(IP54),具备稳定的电力供应,带门锁。
6、机床操作箱具有启动、停止、往复行走、进给涨缩、等操作按钮。
7、护罩型式:半封闭防护罩安全可靠,便于操作,装卸工件和测量尺寸。
8、机床颜色:深灰色+乳白色,或按客户色板执行。
9、控制系统:利锐特珩磨机专用控制系统。
10、控制系统带油石磨损补偿值设定功能,具备手动、自动补偿功能。
11、控制系统带油石磨损自动补偿量功能。
12、彩色显示屏(15′)。
13、系统具有珩磨加工参数设定功能 ,自带珩磨数据库。
14、冲程运动:“伺服电机+直线导轨”控制方式。
15、使用菜单技术的对话式人机界面,珩磨控制系统界面。
16、机床具备通孔及盲孔珩磨功能。
17、机床具备数据记忆功能
18、机床具有完善的手动、自动运行功能,在手动状态下可以对机床各动作独立操作。
19、带进线电源空气开关,带电机过流、过负荷保护装置。
20、机床配备任意长冲程内设置短冲程功能及停顿珩磨功能。
21、设备具有紧急停车、超程报警、过载报警等功能。
22、设备具有故障自诊断显示。
23、夹具形式为手动夹具,手动上下工件。
24、夹具、刀具更换方式:人工手动更换。
25、上下料方式:人工上下料。